
║¤ã¼Á─ðÈ─▄")



┐ÏÒ褸ÁÂ¥▀┼cãı═¿ÖC(j¿®)┤▓╦¨Ë├Á─Ò褸ÁÂ¥▀¤Ó▒╚Ëð──ð®â×(y¿¡u)ä¦(sh¿¼)ú┐")

ÒqÁÂ
░l(f¿í)▓╝òr(sh¿¬)Úg:2018-06-03 15:58:45ÒqÁÂú¿¥Ý├¹ú║ÖC(j¿®)ðÁ╣ñ│╠ú®¥▀ËðÊ╗éÇ(g¿¿)╗‗ÂÓéÇ(g¿¿)Á²XíóË├ÊÈÃð│²ÊÐ╝Ë╣ñ┐Î▒Ý├µ▒íîË¢î┘Á─ð²ÌD(zhu¿ún)ÁÂ¥▀íú
¥▀ËðÍ▒╚ð╗‗┬¦ð²╚ðÁ─ð²ÌD(zhu¿ún)¥½╝Ë╣ñÁÂ¥▀ú¼Ë├Ë┌öU(ku¿░)┐Î╗‗ðÌ┐Îú¼Ê‗Ãð¤¸┴┐╔┘ãõ╝Ë╣ñ¥½Â╚ʬþ═¿│ú©▀Ë┌Ò@¯^íú┐╔ÊÈ╩ÍäË(d¿░ng)▓┘θ╗‗░▓ÐbÈ┌Ò@┤▓╔¤╣ñθíú
Ë├═¥
Ë├═¥
ÒqÁÂ¥▀ËðÊ╗éÇ(g¿¿)╗‗ı▀ÂÓéÇ(g¿¿)Á²Xú¼Ë├ÊÈÃð│²┐ÎÊÐ╝Ë╣ñ▒Ý├µ▒í¢î┘îËÁ─ð²ÌD(zhu¿ún)ÁÂ¥▀íú¢ø(j¿®ng)▀^(gu¿░)¢gÁÂ╝Ë╣ñ║¾Á─┐Î┐╔ÊȽ@Á├¥½┤_Á─│▀┤þ║═ð╬á¯íú
ÒqÁÂË├Ë┌Òq¤¸╣ñ╝■╔¤ÊÐÒ@¤¸ú¿╗‗öU(ku¿░)┐Îú®╝Ë╣ñ║¾Á─┐Îú¼Í¸Ê¬╩Ã×Ú┴╦╠ß©▀┐ÎÁ─╝Ë╣ñ¥½Â╚ú¼¢ÁÁ═ãõ▒Ý├µÁ─┤Í▓┌Â╚ú¼╩ÃË├Ë┌┐ÎÁ─¥½╝Ë╣ñ║═░Ù¥½╝Ë╣ñÁ─ÁÂ¥▀ú¼╝Ë╣ñËÓ┴┐Ê╗░Ò║▄ðííú
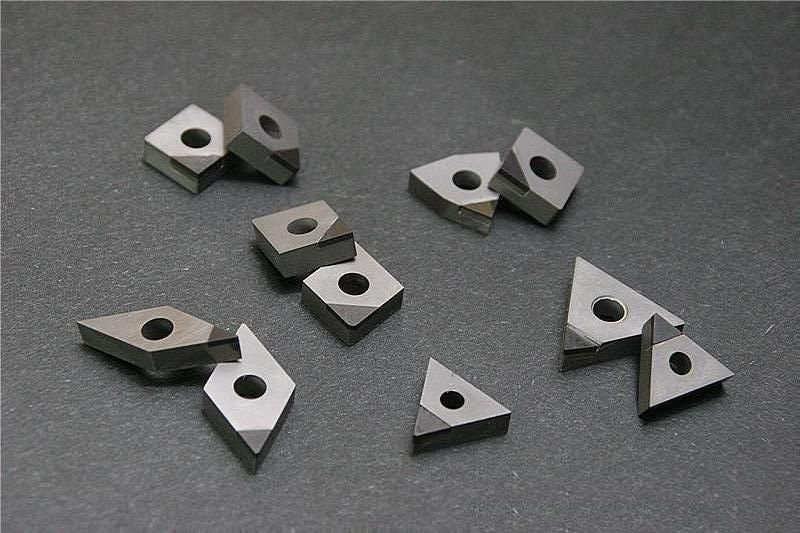
Ë├üÝ(l¿ói)╝Ë╣ñêAͨð╬┐ÎÁ─ÒqÁÂ▒╚¦^│úË├íúË├üÝ(l¿ói)╝Ë╣ñÕFð╬┐ÎÁ─ÒqÁÂ╩ÃÕFð╬ÒqÁÂú¼▒╚¦^╔┘Ë├íú░┤╩╣Ë├ÃÚørüÝ(l¿ói)┐┤Ëð╩ÍË├ÒqÁÂ║═ÖC(j¿®)Ë├ÒqÁÂú¼ÖC(j¿®)Ë├ÒqÁÂËÍ┐╔ÀÍ×ÚÍ▒▒·ÒqÁÂ║═ÕF▒·ÒqÁÂíú╩ÍË├Á─ät╩ÃÍ▒▒·ð═Á─íú
ÀN¯É(l¿¿i)
ÒqÁ¢Y(ji¿ª)ÿï(g¿░u)┤¾▓┐ÀÍË╔╣ñθ▓┐ÀÍ╝░▒·▓┐¢M│╔íú╣ñθ▓┐ÀÍ͸ʬãÃð¤¸║═ðú£╩(zh¿│n)╣ª─▄ú¼ðú£╩(zh¿│n)╠ÄÍ▒Å¢ËðÁ╣ÕFÂ╚íú°▒·▓┐ätË├Ë┌▒╗èA¥▀èA│Íú¼ËðÍ▒▒·║═ÕF▒·Í«ÀÍíú
░┤▓╗═¼Á─Ë├═¥ÒqÁÂ┐╔ÀÍÈSÂÓÀNú¼Ê‗┤╦ÛP(gu¿ín)Ë┌ÒqÁÂÁ─ÿ╦(bi¿ío)£╩(zh¿│n)Ê▓▒╚¦^ÂÓú¼╬Êéâ¦^│úË├Á─Ê╗ð®ÿ╦(bi¿ío)£╩(zh¿│n)ËðGB/T1131╩ÍË├ÒqÁÂú¼GB/T1132Í▒▒·ÖC(j¿®)Ë├ÒqÁÂú¼GB/T1139Í▒▒·─¬╩¤êAÕFÒqÁÂÁ╚Á╚íú
ÒqÁÂ
ÒqÁÂ░┤╩╣Ë├À¢╩¢ÀÍ×Ú╩ÍË├ÒqÁÂ║═ÖC(j¿®)Ë├ÒqÁÂú╗░┤Òq┐Îð╬á¯ÀÍ×ÚêAͨÒqÁÂ║═êAÕFÒqÁÂú¼ú¿ÿ╦(bi¿ío)£╩(zh¿│n)ÕFÒqÁÂËð1ú║50ÕFÂ╚õN(xi¿ío)ÎËÒqÁÂ║═─¬╩¤ÕFÂ╚ÒqÁÂâ╔ÀN¯É(l¿¿i)ð═ú®íúÒqÁÂÁ─╚¦ð╝▓█À¢¤‗ú¼ËðÍ▒▓█║═┬¦ð²▓█íú│úË├Á─▓─┘|(zh¿¼)×Ú©▀╦┘õôíúË▓┘|(zh¿¼)║¤¢Þéã¼íú╩ÍË├ÒqÁÂÊ╗░Ò▓─┘|(zh¿¼)×Ú║¤¢╣ñ¥▀õôú¿9SiCrú®ú¼ÖC(j¿®)Ë├ÒqÁÂ▓─┴¤×Ú©▀╦┘õôú¿HSSú®ú¼ÖC(j¿®)Ë├ÒqÁÂÀÍ×ÚÍ▒▒·ÖC(j¿®)Ë├ÒqÁÂ║═ÕF▒·ÖC(j¿®)Ë├ÒqÁÂ
ÒqÁÂ¥½Â╚ËðD4ú¼H7ú¼H8ú¼H9Á╚¥½Â╚Á╚╝ë(j¿¬)íú
░┤Òq┐ÎÁ─ð╬á¯ÀÍêAͨð╬íóêAÕFð╬║═ÙA╠¦ð╬3ÀNú╗
░▓ÐbèAÀ¢À¿ÀÍĺ▒·╩¢║═╠ÎÐb╩¢â╔ÀNú╗
░┤²X▓█Á─ð╬á¯ÀÍÍ▒▓█║═┬¦ð²▓█â╔ÀNíú
ÒqÁÂÍ▒Å¢╣½▓¯Í▒¢ËË░Ýæ▒╗╝Ë╣ñ┐ÎÁ─│▀┤þ¥½Â╚íóÒqÁÂÍãÈý│╔▒¥║═╩╣Ë├ë█├³íúÒq┐Îòr(sh¿¬)ú¼Ë╔Ë┌Á²XÅ¢¤‗╠°äË(d¿░ng)ÊÈ╝░Òq¤¸Ë├┴┐║═Ãð¤¸Ê║Á╚Ê‗╦Ïò■(hu¿¼)╩╣┐ÎÅ¢┤¾Ë┌ÒqÁÂÍ▒Å¢ú¼ÀQ(ch¿Ñng)×ÚÒq┐ΓöU(ku¿░)Åê”ú╗°Ë╔Ë┌ÁÂ╚ðÔgêA░ÙÅ¢öDë║┐Î▒┌ú¼ätò■(hu¿¼)╩╣┐Ϋa(ch¿ún)╔·╗ÍÅ═(f¿┤)°┐sðíú¼ÀQ(ch¿Ñng)×ÚÒq┐Γ╩ı┐s”íúÊ╗░Ò“öU(ku¿░)Åê”║═“╩ı┐s”Á─Ê‗╦Ï═¼òr(sh¿¬)┤µÈ┌ú¼Î¯║¾¢Y(ji¿ª)╣¹æ¬(y¿®ng)Ë╔îì(sh¿¬)‗×(y¿ñn)øQ¿íú¢ø(j¿®ng)‗×(y¿ñn)▒Ý├¸ú║Ë├©▀╦┘õôÒqÁÂÒq┐ÎÊ╗░Ò░l(f¿í)╔·öU(ku¿░)Åêú¼Ë├Ë▓┘|(zh¿¼)║¤¢ÒqÁÂÒq┐ÎÊ╗░Ò░l(f¿í)╔·╩ı┐sú¼Òq¤¸▒í▒┌┐Îòr(sh¿¬)ú¼Ê▓│ú░l(f¿í)╔·╩ı┐síú
ÒqÁÂÁ─╣½ÀQ(ch¿Ñng)Í▒Å¢Á╚Ë┌┐ÎÁ─╣½ÀQ(ch¿Ñng)Í▒Å¢íúÒqÁÂÁ─╔¤¤┬ã½▓¯ätʬ┐╝æ]öU(ku¿░)Åê┴┐íó╩ı┐s┴┐ú¼▓ó┴¶│÷▒ÏʬÁ──Ñôp╣½▓¯íú
ÒqÁÂÁ─²XöÁ(sh¿┤)╝░²X▓█
ÒqÁÂÁ─²XöÁ(sh¿┤)Ë░ÝæÒq┐Î¥½Â╚íó▒Ý├µ┤Í▓┌Â╚íó╚¦ð╝┐ıÚg║═Á²XÅè(qi¿óng)Â╚íúãõÍÁÊ╗░Ò░┤ÒqÁÂÍ▒Å¢║═╣ñ╝■▓─┴¤┤_¿íúÒqÁÂÍ▒Å¢¦^┤¾òr(sh¿¬)ú¼┐╔╚í¦^ÂÓ²XöÁ(sh¿┤)ú╗╝Ë╣ñÝgðÈ▓─┴¤òr(sh¿¬)ú¼²XöÁ(sh¿┤)æ¬(y¿®ng)╚í╔┘ð®ú╗╝Ë╣ñ┤ÓðÈ▓─┴¤òr(sh¿¬)ú¼²XöÁ(sh¿┤)┐╔╚íÂÓð®íú×Ú┴╦▒ÒË┌£y(c¿¿)┴┐ÒqÁÂÍ▒Å¢ú¼²XöÁ(sh¿┤)æ¬(y¿®ng)╚í┼╝öÁ(sh¿┤)íúÈ┌│úË├Í▒Å¢do=8~40mmÀÂç·â╚(n¿¿i)ú¼Ê╗░Ò╚í²XöÁ(sh¿┤) =4~8éÇ(g¿¿)íú
ÒqÁÂÁ²XÐÏêAÍ▄┐╔ÊÈÁ╚²X¥ÓÀÍ▓╝ú¼Ê▓┐╔ÊÈ▓╗Á╚²X¥ÓÀÍ▓╝íú×Ú┴╦▒ÒË┌ÍãÈýú¼ÒqÁÂÊ╗░Ò░┤Á╚²X¥ÓÀÍ▓╝íú
ÒqÁÂÁ─ÄÎ║╬¢ÃÂ╚
ó┘͸㽢Ã
╝Ë╣ñõôÁ╚ÝgðÈ▓─┴¤Ê╗░Ò╚í=15°ú╗╝Ë╣ñÞTÞFÁ╚┤ÓðÈ▓─┴¤Ê╗░Ò╚í=3°~5°ú╗┤ÍÒq║═Òq├ñ┐Îòr(sh¿¬)Ê╗░Ò╚í=45°ú╗╩ÍË├ÒqÁÂÊ╗░Ò╚í=0.5°~1.5°íú
ó┌Ã░¢Ã
Òq┐Îòr(sh¿¬)Ê╗░ÒËÓ┴┐║▄ðíú¼Ãðð╝║▄▒íú¼Ãðð╝┼cÃ░ÁÂ├µ¢ËË|ÚL(zh¿úng)Â╚║▄Â╠ú¼╣╩Ã░¢ÃÁ─Ë░Ýæ▓╗´@Í°íú×Ú┴╦ÍãÈýÀ¢▒Òú¼Ê╗░Ò╚í¥¨=0°íú╝Ë╣ñÝgðÈ▓─┴¤òr(sh¿¬)ú¼×Ú£pðíÃðð╝Îâð╬ú¼┐╔╚í=5°~10°íú
ó█║¾¢Ã
ÒqÁ¤Á¥½╝Ë╣ñÁÂ¥▀ú¼×Ú╩╣ãõÍÏ─Ñ║¾Å¢¤‗│▀┤þ▓╗Í┬Îâ╗»╠½┤¾ú¼Ê╗░ÒÒqÁÂ║¾¢Ã╚í=6°~8°íú
ó▄╚ðâA¢Ã
Ê╗░ÒÒqÁÂÁ─╚ðâA¢Ã=0°íúÁ½╚ðâA¢Ã─▄╩╣Ãð¤¸▀^(gu¿░)│╠ã¢ÀÇ(w¿ºn)ú¼╠ß©▀Òq┐Î┘|(zh¿¼)┴┐íúÈ┌Òq¤¸ÝgðȦ^┤¾Á─▓─┴¤òr(sh¿¬)ú¼┐╔È┌ÒqÁÂÁ─Ãð¤¸▓┐ÀÍ─Ñ│÷=15°~20°╚ðâA¢Ãú¼▀@ÿË┐╔╩╣Òq¤¸òr(sh¿¬)Ãðð╝¤‗Ã░┼┼│÷ú¼▓╗Í┬Ë┌äØé¹ÊÐ╝Ë╣ñ▒Ý├µíúÈ┌╝Ë╣ñ├ñ┐Îòr(sh¿¬)ú¼┐╔È┌▀@ÀNĺ╚ðâA¢ÃÁ─ÒqÁÂÃ░Â╦Ú_(k¿íi)│÷Ê╗¦^┤¾Á─░╝┐Ëú¼ÊÈ╚¦╝{Ãðð╝íú
åû(w¿¿n)¯}¢ÔøQ┤Ù╩®
┐ÎÅ¢È÷┤¾ú¼ı`▓¯┤¾
ÒqÁÂ═ÔÅ¢│▀┤þÈO(sh¿¿)Ëï(j¿¼)ÍÁã½┤¾╗‗ÒqÁÂ╚ð┐┌Ëð├½┤╠ú╗Ãð¤¸╦┘Â╚▀^(gu¿░)©▀ú╗▀M(j¿¼n)¢o┴┐▓╗«ö(d¿íng)╗‗╝Ë╣ñËÓ┴┐▀^(gu¿░)┤¾ú╗ÒqÁÂ͸㽢Ã▀^(gu¿░)┤¾ú╗ÒqÁÂÅØ÷ú╗ÒqÁÂ╚ð┐┌╔¤ı│©¢Í°Ãðð╝┴÷ú╗╚ð─Ñòr(sh¿¬)ÒqÁÂ╚ð┐┌ö[▓¯│¼▓¯ú╗Ãð¤¸Ê║▀xô±▓╗║¤▀mú╗░▓ÐbÒqÁÂòr(sh¿¬)ÕF▒·▒Ý├µË═╬█╬┤▓┴©╔â¶╗‗ÕF├µËð┐─┼÷é¹ú╗ÕF▒·Á─▒Ô╬▓ã½╬╗Ðb╚ÙÖC(j¿®)┤▓͸¦S║¾ÕF▒·êAÕF©╔╔µú╗͸¦SÅØ÷╗‗͸¦S¦S│ð▀^(gu¿░)╦╔╗‗ôpë─ú╗ÒqÁ©íäË(d¿░ng)▓╗ý`╗¯ú╗┼c╣ñ╝■▓╗═¼¦Sú╗╩ÍÒq┐Îòr(sh¿¬)â╔╩ÍË├┴ª▓╗¥¨ä‗ú¼╩╣ÒqÁÂξËÊ╗╬äË(d¿░ng)íú
©¨ô■(j¿┤)¥▀¾wÃÚør▀m«ö(d¿íng)£pðíÒqÁÂ═ÔÅ¢ú╗¢ÁÁ═Ãð¤¸╦┘Â╚ú╗▀m«ö(d¿íng)ı{(di¿ño)ı¹▀M(j¿¼n)¢o┴┐╗‗£p╔┘╝Ë╣ñËÓ┴┐ú╗▀m«ö(d¿íng)£pðí͸㽢Ãú╗ðúÍ▒╗‗ê¾(b¿ño)ÅUÅØ÷Á─▓╗─▄Ë├Á─ÒqÁÂú╗Ë├Ë═╩»Îð╝Ü(x¿¼)ðÌı¹Á¢║¤©±ú╗┐ÏÍãö[▓¯È┌È╩ÈSÁ─ÀÂç·â╚(n¿¿i)ú╗▀xô±└õàsðÈ─▄¦^║├Á─Ãð¤¸Ê║ú╗░▓ÐbÒqÁÂÃ░▒ÏÝÜîóÒqÁÂÕF▒·╝░ÖC(j¿®)┤▓͸¦SÕF┐Îâ╚(n¿¿i)▓┐Ë═╬█▓┴â¶ú¼ÕF├µËð┐─┼÷╠ÄË├Ë═╩»ðÌ╣Ôú╗ðÌ─ÑÒqÁÂ▒Ô╬▓ú╗ı{(di¿ño)ı¹╗‗©³ôQ͸¦S¦S│ðú╗ÍÏð┬ı{(di¿ño)ı¹©íäË(d¿░ng)┐¿¯^ú¼▓óı{(di¿ño)ı¹═¼¦SÂ╚ú╗ÎóÊÔı²┤_▓┘θíú
┐ÎÅ¢┐sðí
ÒqÁÂ═ÔÅ¢│▀┤þÈO(sh¿¿)Ëï(j¿¼)ÍÁã½ðíú╗Ãð¤¸╦┘Â╚▀^(gu¿░)Á═ú╗▀M(j¿¼n)¢o┴┐▀^(gu¿░)┤¾ú╗ÒqÁÂ͸㽢Ã▀^(gu¿░)ðíú╗Ãð¤¸Ê║▀xô±▓╗║¤▀mú╗╚ð─Ñòr(sh¿¬)ÒqÁÂ─Ñôp▓┐ÀÍ╬┤─ÑÁ¶ú¼ÅùðÈ╗ÍÅ═(f¿┤)╩╣┐ÎÅ¢┐sðíú╗Òqõô╝■òr(sh¿¬)ú¼ËÓ┴┐╠½┤¾╗‗ÒqÁÂ▓╗õh└¹ú¼ÊΫa(ch¿ún)╔·ÅùðÈ╗ÍÅ═(f¿┤)ú¼╩╣┐ÎÅ¢┐sðíú╗â╚(n¿¿i)┐Î▓╗êAú¼┐ÎÅ¢▓╗║¤©±íú
©³ôQÒqÁÂ═ÔÅ¢│▀┤þú╗▀m«ö(d¿íng)╠ß©▀Ãð¤¸╦┘Â╚ú╗▀m«ö(d¿íng)¢ÁÁ═▀M(j¿¼n)¢o┴┐ú╗▀m«ö(d¿íng)È÷┤¾Í¸ã½¢Ãú╗▀xô±ØÖ(r¿┤n)╗¼ðÈ─▄║├Á─Ë═ðÈÃð¤¸Ê║ú╗¿ã┌╗ÑôQÒqÁÂú¼ı²┤_╚ð─ÑÒqÁÂÃð¤¸▓┐ÀÍú╗ÈO(sh¿¿)Ëï(j¿¼)ÒqÁÂ│▀┤þòr(sh¿¬)ú¼æ¬(y¿®ng)┐╝æ]╔¤╩÷Ê‗╦Ïú¼╗‗©¨ô■(j¿┤)îì(sh¿¬)ÙHÃÚør╚íÍÁú╗θÈç‗×(y¿ñn)ðÈÃð¤¸ú¼╚í║¤▀mËÓ┴┐ú¼îóÒqÁÂ─Ñõh└¹íú
Òq│÷Á─â╚(n¿¿i)┐Î▓╗êA
ÒqÁÂ▀^(gu¿░)ÚL(zh¿úng)ú¼äéðÈ▓╗ÎÒú¼Òq¤¸òr(sh¿¬)«a(ch¿ún)╔·ı±äË(d¿░ng)ú╗ÒqÁÂ͸㽢Ã▀^(gu¿░)ðíú╗ÒqÁÂ╚ðĺı¡ú╗Òq┐ÎËÓ┴┐ã½ú╗â╚(n¿¿i)┐Î▒Ý├µËð╚▒┐┌íó¢╗▓µ┐Îú╗┐Î▒Ý├µËð╔░Ð█íóÜÔ┐Îú╗͸¦S¦S│ð╦╔äË(d¿░ng)ú¼ƒo(w¿▓)îº(d¿úo)¤‗╠Îú¼╗‗ÒqÁÂ┼cîº(d¿úo)¤‗╠Î┼õ║¤Úg¤Â▀^(gu¿░)┤¾ú╗Ë╔Ë┌▒í▒┌╣ñ╝■ÐbèA▀^(gu¿░)¥oú¼ð¤┬║¾╣ñ╝■Îâð╬íúÒq┐ÎËÓ┴┐▀^(gu¿░)┤¾ú╗ÒqÁÂÃð¤¸▓┐ÀÍ║¾¢Ã▀^(gu¿░)┤¾ú╗ÒqÁÂ╚ðĺ▀^(gu¿░)îÆú╗╣ñ╝■▒Ý├µËðÜÔ┐Îíó╔░Ð█ú╗͸¦Sö[▓¯▀^(gu¿░)┤¾íú
äéðÈ▓╗ÎÒÁ─ÒqÁÂ┐╔▓╔Ë├▓╗Á╚ÀͲX¥ÓÁ─ÒqÁÂú¼ÒqÁÂÁ─░▓Ðbæ¬(y¿®ng)▓╔Ë├äéðÈ┬ô(li¿ón)¢Ëú¼È÷┤¾Í¸ã½¢Ãú╗▀xË├║¤©±ÒqÁÂú¼┐ÏÍã¯A(y¿┤)╝Ë╣ñ╣ñð‗Á─┐Î╬╗Í├╣½▓¯ú╗▓╔Ë├▓╗Á╚²X¥ÓÒqÁÂú¼▓╔Ë├¦^ÚL(zh¿úng)íó¦^¥½├▄Á─îº(d¿úo)¤‗╠Îú╗▀xË├║¤©±├½┼¸ú╗▓╔Ë├Á╚²X¥ÓÒqÁÂÒq¤¸¦^¥½├▄Á─┐Îòr(sh¿¬)ú¼æ¬(y¿®ng)îª(du¿¼)ÖC(j¿®)┤▓͸¦SÚg¤Â▀M(j¿¼n)ððı{(di¿ño)ı¹ú¼îº(d¿úo)¤‗╠ÎÁ─┼õ║¤Úg¤Âæ¬(y¿®ng)ʬþ¦^©▀ú╗▓╔Ë├Ãí«ö(d¿íng)?sh¿┤)─èA¥oÀ¢À¿ú¼£pðíèA¥o┴ªíú
â╚(n¿¿i)┐Î▒Ý├µ┤Í▓┌Â╚ÍÁ©▀
Ãð¤¸╦┘Â╚▀^(gu¿░)©▀ú╗Ãð¤¸Ê║▀xô±▓╗║¤▀mú╗ÒqÁÂ͸㽢Ã▀^(gu¿░)┤¾ú¼ÒqÁÂ╚ð┐┌▓╗È┌═¼Ê╗êAÍ▄╔¤ú╗Òq┐ÎËÓ┴┐╠½┤¾ú╗Òq┐ÎËÓ┴┐▓╗¥¨ä‗╗‗╠½ðíú¼¥Í▓┐▒Ý├µ╬┤ÒqÁ¢ú╗ÒqÁÂÃð¤¸▓┐ÀÍ?j¿½n)[▓¯│¼▓¯íó╚ð┐┌▓╗õh└¹ú¼▒Ý├µ┤Í▓┌ú╗ÒqÁÂ╚ðĺ▀^(gu¿░)îÆú╗Òq┐Îòr(sh¿¬)┼┼ð╝▓╗ò│ú╗ÒqÁÂ▀^(gu¿░)Â╚─Ñôpú╗ÒqÁÂ┼÷é¹ú¼╚ð┐┌┴¶Ëð├½┤╠╗‗▒└╚ðú╗╚ð┐┌ËðÀeð╝┴÷ú╗Ë╔Ë┌▓─┴¤ÛP(gu¿ín)¤Áú¼▓╗▀mË├Ë┌┴ÒÂ╚Ã░¢Ã╗‗Ïô(f¿┤)Ã░¢ÃÒqÁÂíú
¢ÁÁ═Ãð¤¸╦┘Â╚ú╗©¨ô■(j¿┤)╝Ë╣ñ▓─┴¤▀xô±Ãð¤¸Ê║ú╗▀m«ö(d¿íng)£pðí͸㽢Ãú¼ı²┤_╚ð─ÑÒqÁÂ╚ð┐┌ú╗▀m«ö(d¿íng)£pðíÒq┐ÎËÓ┴┐ú╗╠ß©▀Òq┐ÎÃ░ÁÎ┐Î╬╗Í├¥½Â╚┼c┘|(zh¿¼)┴┐╗‗È÷╝ËÒq┐ÎËÓ┴┐ú╗▀xË├║¤©±ÒqÁÂú╗ðÌ─Ñ╚ðĺîÆÂ╚ú╗©¨ô■(j¿┤)¥▀¾wÃÚør£p╔┘ÒqÁ²XöÁ(sh¿┤)ú¼╝Ë┤¾╚¦ð╝▓█┐ıÚg╗‗▓╔Ë├ĺ╚ðâA¢ÃÁ─ÒqÁÂú¼╩╣┼┼ð╝Ýÿ└¹ú╗¿ã┌©³ôQÒqÁÂú¼╚ð─Ñòr(sh¿¬)░Ð─Ѥ¸à^(q¿▒)─Ñ╚Ñú╗ÒqÁÂÈ┌╚ð─Ñíó╩╣Ë├╝░▀\(y¿┤n)¦ö▀^(gu¿░)│╠Íðú¼æ¬(y¿®ng)▓╔╚í▒úÎo(h¿┤)┤Ù╩®ú¼▒▄├Ô┼÷é¹ú╗îª(du¿¼)ÊÐ┼÷é¹Á─ÒqÁÂú¼æ¬(y¿®ng)Ë├╠Ï╝Ü(x¿¼)Á─Ë═╩»îó┼÷é¹Á─ÒqÁÂðÌ║├ú¼╗‗©³ôQÒqÁÂú╗Ë├Ë═╩»ðÌı¹Á¢║¤©±ú¼▓╔Ë├Ã░¢Ã5°í½10°Á─ÒqÁÂíú
ÒqÁÂÁ─╩╣Ë├ë█├³Á═
ÒqÁÂ▓─┴¤▓╗║¤▀mú╗ÒqÁÂÈ┌╚ð─Ñòr(sh¿¬)ƒ²é¹ú╗Ãð¤¸Ê║▀xô±▓╗║¤▀mú¼Ãð¤¸Ê║╬┤─▄Ýÿ└¹ÁÏ┴¸äË(d¿░ng)Ãð¤¸╠Äú╗ÒqÁÂ╚ð─Ñ║¾▒Ý├µ┤Í▓┌Â╚ÍÁ╠½©▀íú
©¨ô■(j¿┤)╝Ë╣ñ▓─┴¤▀xô±ÒqÁÂ▓─┴¤ú¼┐╔▓╔Ë├Ë▓┘|(zh¿¼)║¤¢ÒqÁÂ╗‗═┐îËÒqÁÂú╗ç└(y¿ón)©±┐ÏÍã╚ð─ÑÃð¤¸Ë├┴┐ú¼▒▄├Ôƒ²é¹ú╗¢ø(j¿®ng)│ú©¨ô■(j¿┤)╝Ë╣ñ▓─┴¤ı²┤_▀xô±Ãð¤¸Ê║ú╗¢ø(j¿®ng)│úÃÕ│²Ãðð╝▓█â╚(n¿¿i)Á─Ãðð╝ú¼Ë├ÎÒë‗ë║┴ªÁ─Ãð¤¸Ê║ú¼¢ø(j¿®ng)▀^(gu¿░)¥½─Ñ╗‗Ðð─Ñ▀_(d¿ó)Á¢Ê¬Ã¾íú
Òq│÷Á─┐Î╬╗Í├¥½Â╚│¼▓¯
îº(d¿úo)¤‗╠Î─Ñôpú╗îº(d¿úo)¤‗╠ÎÁÎÂ╦¥Ó╣ñ╝■╠½▀h(yu¿ún)ú╗îº(d¿úo)¤‗╠ÎÚL(zh¿úng)Â╚Â╠íó¥½Â╚▓¯ú╗͸¦S¦S│ð╦╔äË(d¿░ng)íú
¿ã┌©³ôQîº(d¿úo)¤‗╠Îú╗╝ËÚL(zh¿úng)îº(d¿úo)¤‗╠Îú¼╠ß©▀îº(d¿úo)¤‗╠Î┼cÒqÁÂÚg¤ÂÁ─┼õ║¤¥½Â╚ú╗╝░òr(sh¿¬)¥SðÌÖC(j¿®)┤▓íóı{(di¿ño)ı¹Í¸¦S¦S│ðÚg¤Âíú
ÒqÁÂÁ²X▒└╚ð
Òq┐ÎËÓ┴┐▀^(gu¿░)┤¾ú╗╣ñ╝■▓─┴¤Ë▓Â╚▀^(gu¿░)©▀ú╗Ãð¤¸╚ðö[▓¯▀^(gu¿░)┤¾ú¼Ãð¤¸Ïô(f¿┤)║╔▓╗¥¨ä‗ú╗ÒqÁÂ͸㽢Ã╠½ðíú¼╩╣Ãð¤¸îÆÂ╚È÷┤¾ú╗Òq╔¯┐Î╗‗├ñ┐Îòr(sh¿¬)ú¼Ãðð╝╠½ÂÓú¼ËÍ╬┤╝░òr(sh¿¬)ÃÕ│²ú╗╚ð─Ñòr(sh¿¬)Á²XÊÐ─Ñ┴Ðíú
ðÌ©─¯A(y¿┤)╝Ë╣ñÁ─┐ÎÅ¢│▀┤þú╗¢ÁÁ═▓─┴¤Ë▓Â╚╗‗©─Ë├Ïô(f¿┤)Ã░¢ÃÒqÁÂ╗‗Ë▓┘|(zh¿¼)║¤¢ÒqÁÂú╗┐ÏÍãö[▓¯È┌║¤©±ÀÂç·â╚(n¿¿i)ú╗╝Ë┤¾Í¸ã½¢Ãú╗ÎóÊÔ╝░òr(sh¿¬)ÃÕ│²Ãðð╝╗‗▓╔Ë├ĺ╚ðâA¢ÃÒqÁÂú╗ÎóÊÔ╚ð─Ñ┘|(zh¿¼)┴┐íú
ÒqÁÂ▒·▓┐ı█öÓ
Òq┐ÎËÓ┴┐▀^(gu¿░)┤¾ú╗ÒqÕF┐Îòr(sh¿¬)ú¼┤Í¥½Òq¤¸ËÓ┴┐ÀÍ┼õ╝░Ãð¤¸Ë├┴┐▀xô±▓╗║¤▀mú╗ÒqÁÂÁ²X╚¦ð╝┐ıÚgðíú¼Ãðð╝Â┬╚¹íú
ðÌ©─¯A(y¿┤)╝Ë╣ñÁ─┐ÎÅ¢│▀┤þú╗ðÌ©─ËÓ┴┐ÀÍ┼õú¼║¤└Ý▀xô±Ãð¤¸Ë├┴┐ú╗£p╔┘ÒqÁ²XöÁ(sh¿┤)ú¼╝Ë┤¾╚¦ð╝┐ıÚg╗‗?q¿▒)óÁ²XÚg¤Â─Ñ╚ÑÊ╗²Xíú
Òq┐Î║¾┐ÎÁ─Íðð─¥Ç▓╗Í▒
Òq┐ÎÃ░Á─Ò@┐Îã½ð▒ú¼╠Ïäe╩Ã┐ÎÅ¢¦^ðíòr(sh¿¬)ú¼Ë╔Ë┌ÒqÁÂäéðȦ^▓¯ú¼▓╗─▄╝mı²È¡ËðÁ─ÅØ÷Â╚ú╗ÒqÁÂ͸㽢Ã▀^(gu¿░)┤¾ú╗îº(d¿úo)¤‗▓╗┴╝ú¼╩╣ÒqÁÂÈ┌Òq¤¸ÍðÊÎã½ÙxÀ¢¤‗ú╗Ãð¤¸▓┐ÀÍÁ╣ÕF▀^(gu¿░)┤¾ú╗ÒqÁÂÈ┌öÓ└m(x¿┤)┐ÎÍð▓┐Úg¤Â╠Ä╬╗Êãú╗╩ÍÒq┐Îòr(sh¿¬)ú¼È┌Ê╗éÇ(g¿¿)À¢¤‗╔¤Ë├┴ª▀^(gu¿░)┤¾ú¼ã╚╩╣ÒqÁ¤‗Ê╗Â╦ã½ð▒ú¼ããë─┴╦Òq┐ÎÁ─┤╣Í▒Â╚íú
È÷╝ËöU(ku¿░)┐Î╗‗þM┐Î╣ñð‗ðúı²┐Îú╗£pðí͸㽢Ãú╗ı{(di¿ño)ı¹║¤▀mÁ─ÒqÁÂú╗ı{(di¿ño)ôQËðîº(d¿úo)¤‗▓┐ÀÍ╗‗╝ËÚL(zh¿úng)Ãð¤¸▓┐ÀÍÁ─ÒqÁÂú╗ÎóÊÔı²┤_▓┘θíú
ÒqÁÂ
ÀÍ┤ÍÒqÁÂ║═¥½ÒqÁÂâ╔ÀNíú┤ÍÒqÁÂÁ─ÁÂ╚ðöÁ(sh¿┤)¦^╔┘ú¼╚¦ð╝┐ıÚg¦^┤¾ú¼═¼òr(sh¿¬)È┌ÁÂ╚ð╔¤Ú_(k¿íi)Ëð┬¦ð²ÀÍð╝▓█ú¼ÊÈÀ└Í╣┤ÍÒqòr(sh¿¬)Ãðð╝▀^(gu¿░)ÂÓ°Â┬╚¹íú¥½ÒqÁÂÁ─ÁÂ╚ðöÁ(sh¿┤)¦^ÂÓú¼▓ó┴¶Ëð║▄ðíÁ─└Ô▀àú¼ÊÈ▒úÎCÕF┐ÎÁ─┘|(zh¿¼)┴┐íú│úË├ÒqÁÂÁ─ÊÄ(gu¿®)©±Ëð1ú║50íó1ú║20íó1ú║5 íú
╔¤Ê╗ã¬ú║│¼Ë▓ÁÂ¥▀Í«╔·«a(ch¿ún)┬╩ί©▀
¤┬Ê╗ã¬ú║ί║¾Ê╗Ýô(y¿¿)
¤ÓÛP(gu¿ín)╬─ı┬ı╣╩¥
¥W(w¿úng)ı¥╩┬äı(w¿┤)ıê(q¿½ng)┬ô(li¿ón)¤Á┐═À■ ![]() ÅV©µ═ÂÀ┼ú║554881073
ÅV©µ═ÂÀ┼ú║554881073
░µÖÓ(qu¿ón)╦¨Ëð Copyright(C) 2006-2014ÍÏæc┴ó▒¥ÁÂ¥▀╣┘À¢¥W(w¿úng)ı¥ cqliben.com
¥▄¢^╚╬║╬╚╦ÊÈ╚╬║╬ð╬╩¢È┌▒¥╣½╦¥¥W(w¿úng)ı¥░l(f¿í)▒Ý┼cÍð╚A╚╦├±╣▓║═ç°(gu¿«)À¿┬╔¤ÓÁÍË|Á─ÐÈıô!
ÍÏæc┴ó▒¥╣┘À¢╬óð┼:yu554881073 ╣▄└ÝåTQQ:554881073 Ó]¤õ:yutongtong_pp52@163.com
éõ░©╠û(h¿ño)ú║ËÕICPéõ14001216╠û(h¿ño)-1 éõ░©ð┼¤óÜwî┘┼cÍÏæc┴ó▒¥ÁÂ¥▀